無鹵阻燃PC/ABS成型加工要點
PC/ABS合金是一種性能優良的工程塑料,改善了PC的應力開裂性、加工性,同時具有優異的耐熱性、抗沖擊性、耐化學性和尺寸穩定性。無鹵阻燃PC/ABS不采用鹵素阻燃劑,更綠色環保,阻燃等級可達1.5mm V0、2.0mm 5VB及3.0mm 5VA,甚至0.75mm V0等級,廣泛應用于電腦顯示器外殼、筆記本外殼等IT產品以及復印件、打印機等辦公設備之外殼。

圖1:OA殼體
無鹵阻燃PC/ABS可用傳統加工設備進行注塑或擠出成型、二次加工等,注塑成型應用最多。
其流變特性如下:
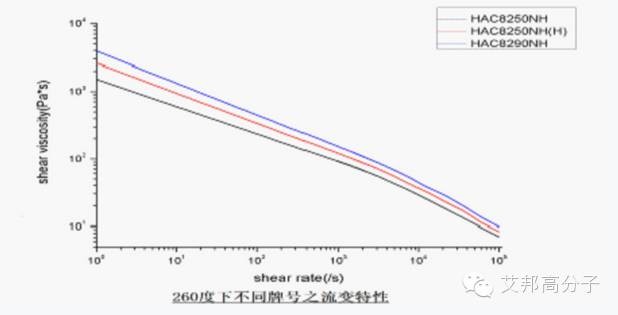
圖一 無鹵阻燃PC/ABS流變特性圖
阻燃PC/ABS由于含有PC成分和阻燃劑,小量的水分易導致PC在高溫成型加工過程中產生水解,以及過分受熱導致部分降解及小分析出,造成制品產生銀絲、發黃、色差以及產品脆、噴漆開裂等外觀及強度問題,因此,加工中要控制好相關環節。
一、材料的干燥
阻燃PC/ABS樹脂會吸收空氣中的水分,含水量為0.2~0.3%之間。為了使注塑制品達到最佳效果,減少降解的可能性,PC/ABS在成型加工前必須進行干燥,使材料含水量降至0.04%以下,最好在0.02%以下,以提高加工穩定性和機械性能。HAC系列PC/ABS干燥時間與含水率的關系見下圖:
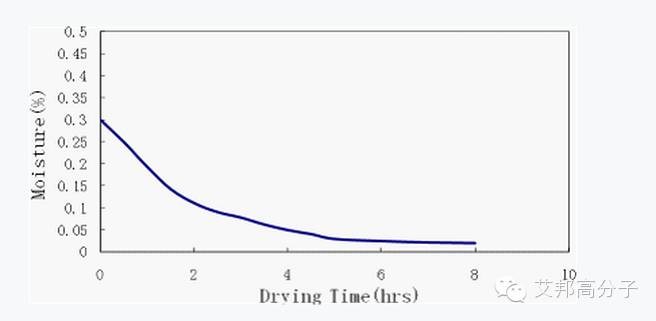
圖二 無鹵阻燃PC/ABS干燥時間與水分含量趨勢圖
通常,阻燃PC/ABS樹脂在建議的溫度下預干燥4~6小時,可達到所需含水率。干燥時間與干燥設備有關,但最長累積干燥時間不能超過48小時,否則材料有降解變色的可能。
|
HAC8250NH |
HAC8250NH(M) |
HAC8250NH(H) |
HAC8290NH |
|
|
干燥溫度(℃) |
80.90 |
80.90 |
85.95 |
85.95 |
常用干燥設備有三種:箱式干燥機、料斗式干燥機和除濕干燥機。無鹵阻燃PC/ABS建議使用除濕干燥機干燥。
二、注塑設備的選擇
確定注塑機規格時,除考慮鎖模力外,對無鹵阻燃PC/ABS應盡量選用最大注塑量低的機臺。當總注塑重量(所有型腔,包括流道和注道)等于注塑機最大注塑容量的50~80%時,一般可以獲得最佳效果。使用大料筒機器時,極小的注射量會造成樹脂的滯留時間不必要地延長,導致樹脂降解。如果必須在建議溫度范圍的高溫段進行注塑,應選擇較小的注塑機料筒容量,建議注塑量大于最大注塑容量的60%,以縮短材料停留時間,降低降解可能性。通常,阻燃PC/ABS的最長熱停留時間應小于10分鐘,最佳熱停留時間小于5分鐘。

圖2:PC/ABS材質充電寶
三、注塑工藝參數的設定
1、成型溫度
成型溫度設定是以確保阻燃PC/ABS充分塑化為基準,應盡量使用低溫區域,防止材料降解。成型溫度增加會明顯降低阻燃PC/ABS粘度,增加樹脂的流動性,使流動距離變長。原則上,當使用建議的成型溫度上限時,應使熔膠滯留時間盡可能短,避免降解。無鹵阻燃PC/ABS成型溫度一般為230~270℃。
2、螺桿轉速和背壓
過高的螺桿轉速會導致過大的剪切熱,從而使熔融材料的實際溫度大大高于設定溫度,有可能導致材料降解。同樣,過高的背壓也會導致過大的剪切熱。一般以在冷卻時間內盡量完成計量來設定螺桿轉數。同時要考慮材料塑化狀態、螺桿回轉時發生的剪切熱、計量時間的穩定性和最小殘留量的穩定性,建議轉速設為30~70rpm。背壓的調校應視原料的性能、干燥情況、產品結構及質量狀況而定,阻燃PC/ABS的背壓一般調校在3-10kg/cm2。產品表面有少許銀絲、混色、縮水及產品尺寸重量變化大時,可適當增加背壓;射嘴出現漏膠、流涎、材料過熱分解、產品變色及回料太慢時可考慮適當減低背壓。
3、注塑速度
選擇注塑速度時,主要考慮制品的外觀、模具的排氣以及型腔內樹脂流動的阻力。較快的注塑速度,一般會使流程加長,適合充填薄壁制品,并形成較好的表面光潔度,但過快的注塑速度會產生強剪切導致材料降解。而慢速注塑速度可以幫助避免澆口白暈、噴射痕和流痕等缺陷。建議根據產品及模具結構采用分段階梯式速度設定,以確保充填順暢和制品外觀。
4、保壓壓力和時間
保壓壓力和時間設定是否合理,直接影響制件內應力的大小。保壓壓力的增加會使分子間隙變小,鏈段活動范圍減小,熔體體積縮小,密度變大,分子間作用力增加,可以改善產品的縮水及內部質量,但會導致內應力變大,因此,在保證產品外觀質量的前提下盡量選用較低的保壓壓力。一般情況下,合適的保壓壓力為注射壓力的60~80%。
保壓時間的設定是根據澆口冷卻完成固化,螺桿再推進已不再對成型品施加壓力為止的時間。保壓時間的設定以射出時間和壓力為基準,然后漸漸延長時間來測定成型品重量,成型品重量不再變化為止即是要設定的保壓時間。
5、模具溫度
模具溫度控制對決定最終制件的充填程度、外觀、殘余應力是非常重要的。建議在成型阻燃PC/ABS時使用模溫機來控制模具溫度,建議的模溫是50-80℃。較高的模具溫度,往往會產生良好的流動、較高的熔接線強度、較小的產品內應力,但成型周期會延長。若模具溫度比建議的低,就會導致高內應力并損壞制件的最佳性能。就制件表面和循環周期而言,模具溫度為建議溫度范圍的中間值時,可望得到較好的結果。
6、冷卻時間
冷卻時間的設定是基于產品固化開模取出后不致產生變形,先可設定長一點,然后根據產品及冷卻效果的不同慢慢減少,以產品不變形的最少冷卻時間為最佳冷卻時間。也可按公式估算:(式中δ是需要冷卻的制品厚度,單位為mm,α是塑料的熱傳導系數。)
四、總結
總之,無鹵阻燃PC/ABS最重要的加工注意事項有兩點:
1、必須對材料進行充分干燥,否則易造成材料水解;
2、嚴格控制材料的成型溫度及在高溫時的滯留時間,否則易造成材料熱降解。其余各工藝參數彼此協調,根據產品及模具結構的差異,綜合考慮設定,才能得到質量穩定、外觀更好、性能優越的產品





